1、预热保温:焊接前温度300-350度烘干,然后恒温1-1.5小时后缓降到100度保温,焊接时也要用保温桶装焊条,随取随用 。
【507焊条怎么避免气孔 焊接前烘干一下就解决了】2、焊接手法:焊接时极性反接,焊接角度70-80度(焊条与工件的角度) , 焊条3mm电流用120A左右,焊接速度不宜过快,这样基本能控制气孔 。
相关经验推荐
-
EHOME在此前的比赛当中爆冷击败了IG|dota2:ehome首局比赛,aster轻松拿下vg
-
博人传:木叶丸遇到一情敌,青梅竹马的太子妃,极有可能另嫁他人
-
-
严君泽成“七管严”,见到林七七就不会说话,粉丝:这对CP我看行
-
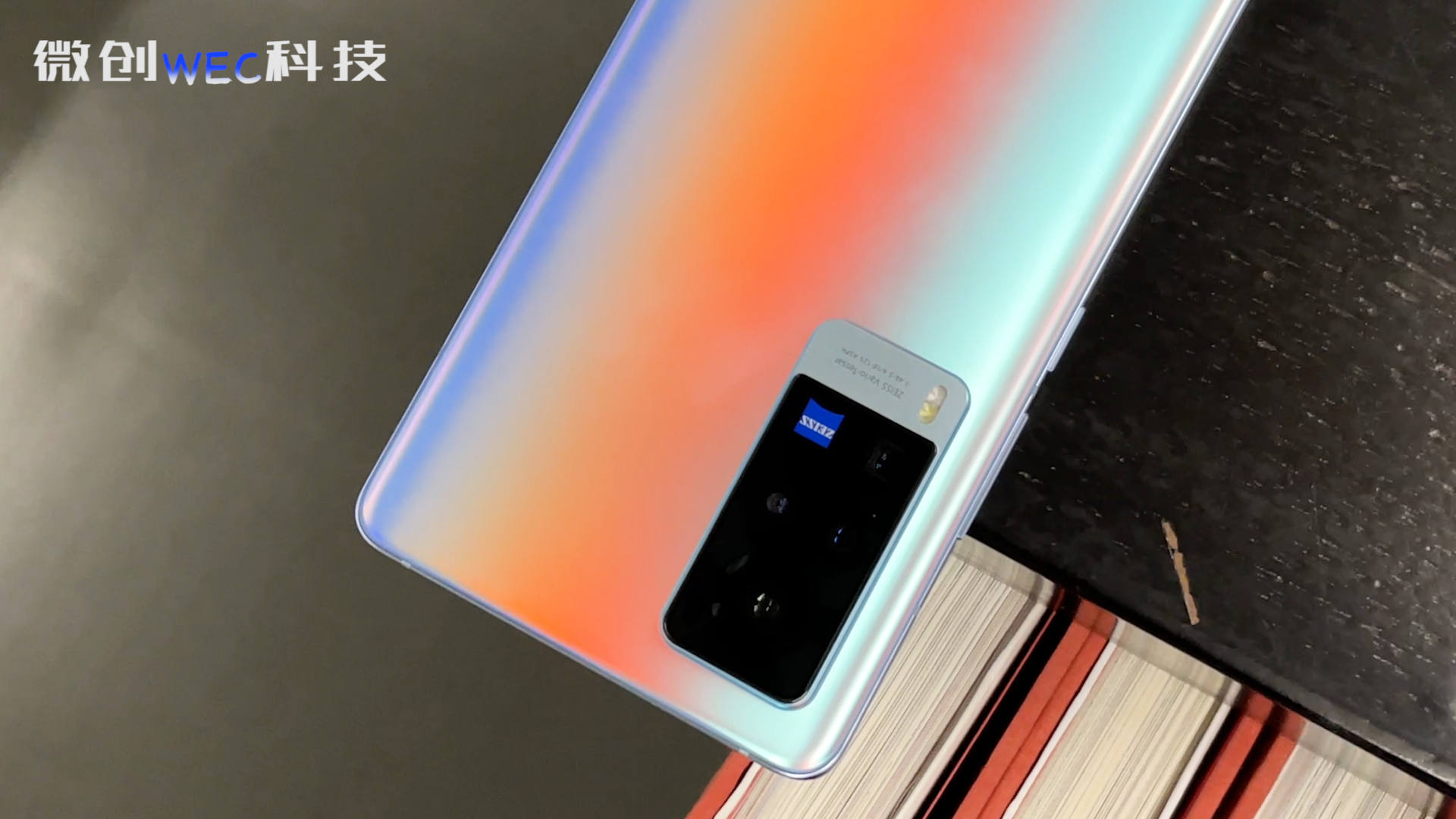
卡尔蔡司镜头|vivo X70系列曝光!挖孔屏+蔡司镜头,会成为新一代影像旗舰吗?
-
-
-
-
120级戒指是仅次于140戒指的存在|大话西游2:鉴定120级戒指,出三治疗戒指,血赚了
-
-
-
-
艾尔登法环信徒的立誓布如何获得 信徒的立誓布获取方法分享
-
OPPO|3000价位段拍照好的手机,这几款值得考虑
-
-
-
男主|还债被迫和最可爱JK一起生活新宣传绘 令和旋风管家 插画师太强了
-
-
-