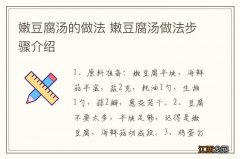
图1用类星体UV80激光切割50μm厚的裸LCP 。 入口(左上角)、出口(右上角)和横截面(底部)视图显示了卓越的质量和最小的过度加热 。
【键盘|可持续高效的微加工解决方案——用高能、大功率、纳秒紫外激光切割5G柔性PCB材料】这些图像显示了纳秒紫外线脉冲的卓越品质 , 几乎没有或几乎没有熔化和炭化的迹象 。 横截面图显示了无热熔回流(即表面“平滑”)的精细纹理加工表面 。 横截面图显示了一些朝向切口出口侧的“沟道” 。 这是由于该过程的高速/低脉冲重叠性质 , 以及随着深度增加而出现的烧蚀直径减小 , 这导致烧蚀“点”向切口出口侧几乎分离 。 在实践中 , 随着切割深度的加深 , 可以通过降低光束扫描速度来减少或消除这种影响 。 通过以8 m/s的扫描速度进行13次重叠扫描 , 实现了约615 mm/s的净切割速度 。
覆铜LCP层压板的高脉冲能量
我们还切割了覆铜LCP层板 , 使用了两种不同厚度的Cu / LCP / Cu层板:18 / 100 / 18 μm和9 / 25 / 9 μm 。 较厚的材料尤其具有挑战性 , 较高的脉冲能量有助于避免切割切口宽度变宽(例如通过实施平行线/光栅扫描过程) 。 由于类星体激光器的高脉冲能量高达400μJ , 因此不需要采取此类措施 。 利用激光器的时移脉冲剪裁能力 , 研究了各种条件 , 包括短脉冲宽度与长脉冲宽度以及突发模式输出 。 当脉冲较长(10 ns)时 , 切割速度在100–120 mm/s时处于较高的一端 , 质量趋向于较小的边缘毛刺 , 但氧化区较大 。 另一方面 , 较短(2.5 ns)的脉冲较慢(~90 mm/s) , 边缘毛刺较高 , 但氧化程度显著降低 。 使用短脉冲(2 ns)产生最佳的整体结果 , 其最高切割速度为130 mm/s , 且在毛刺高度和氧化量方面质量适中 。
光学显微镜图像
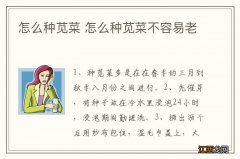
图2用类星体UV80激光切割的厚覆铜LCP 。 入口(左上角)、出口(右上角)和横截面(底部)视图展示了通过时间定制的ns脉冲实现的干净、高质量的切割 。
图2显示了从入口和出口侧的这种切口以及横截面透视图 。 显微镜图像显示 , 通过仔细的工艺优化和脉冲强度输出的时间裁剪 , 可以实现整体良好的质量 。 之前展示的优秀LCP切割即使与铜包层一起切割 , 也是预先准备好的 。 此外 , 由于与聚酰亚胺相比 , LCP的铜剥离强度通常要低得多 , 因此需要注意的是 , 在Cu-LCP界面上没有分层的迹象 。 对于较薄的9/25/9μm分层堆叠 , 观察到了类似的结果 , 但净切割速度显著高于350 mm/s 。
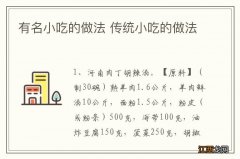
光学显微镜清晰地高亮度显示了使用ns脉冲激光加工铜时出现的任何氧化物生长和熔融铜区域 , 如毛刺、粗糙边缘等 。 扫描电子显微镜(SEM)是精细表面结构及其调制的特写成像的一种替代方法 , 并用于进一步分析切割样品 。 图3显示了通过SEM观察到的18/100/18μm堆栈的宏观透视图 。
图3 SEM成像揭示了用类星体UV80激光切割的覆铜LCP的光滑材料表面和清晰的几何结构 。
用电子显微镜和光学显微镜观察 , 薄氧化物的光学效应和之前熔融铜的散射/反射性质不太明显 , 这使得人们可以关注表面的真实尺寸方面 , 例如调制、边缘平直度等 。 在这里 , SEM图像显示了一个干净且经过精密加工的特征 , 具有高质量的表面 。
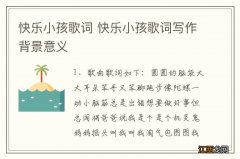
特别值得注意的是LCP切割边缘的光滑度和垂直度 , 没有明显的“桶装”或从铜铺管机的切割边缘拉回 。 高度放大的界面SEM视图如图4所示 , 并确认LCP和Cu层之间的结合得到了很好的保留 。 更详细的细节还显示了光滑平坦的LCP表面 , 没有任何从切割铜边缘拉回的痕迹 。
图4 SEM特写图显示 , 激光切割后 , 铜LCP完全完好 , 没有LCP从铜切割边缘拉回 。
相关经验推荐












- CPU|不想用intel/AMD,又要装windows,有什么国产CPU可选?
- oppo reno|OPPO Reno8 Pro配置曝光:6.5英寸屏幕,三种配色可选
- 拍照手机|想买一个拍照手机,这几款手机可以考虑,丝毫不用担心后悔
- OPPO|OPPO推出“适老化”功能,双击电源即可秒开健康码
- |想要手机使用5年不换,建议一步到位,目前有4款手机可以满足需求
- 鼠标|常规键盘快捷键,没有鼠标的日子
- 键盘|iPhone卖得太好了!富士康净利润创8年来新高:超66亿元
- 小米科技|为啥越来越多人宁可买小米,也不选同价位的苹果,其实原因很简单
- 游戏本|618前有哪些游戏本可选?511两台新品迎来史低活动,玩家换机必看
- 苹果|苹果可以啊,这秘密藏得比造车还深