
文章插图
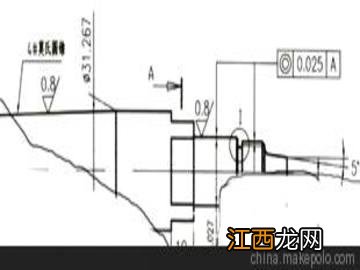
1、先磨去前面、后面上的焊渣,并将车刀底面磨平 , 可用粒度号为24-36号的氧化铝砂轮 。
2、粗磨主后面和副后面的刀柄部分:刃磨时,在砂轮的外圆柱略高于砂轮中心的水平位置将车刀翘起一个比刀体上后角大20-30的角度,并作左右缓慢移动,以便刃磨刀体上的主后角和副后角 。可选粒度为24-36 , 硬度为中软的氧化铝砂轮 。
3、粗磨刀体上的主后面:磨后刀面时,刀柄应与砂轮轴线保持平行,同时刀体的底平面向砂轮方向倾斜一个比主后角大20的角度 。刃磨时,先把车刀已磨好
的后隙面靠在砂轮的外圆上 , 以接近砂轮的中心位置为刃磨的起始位置,然后使刃磨继续向砂轮靠近,并作左右缓慢移动 。当砂轮磨至刀刃处即可结束 。这样可同时
磨出主偏角与主后角 。可选用36-60号的碳化硅砂轮 。
4、粗磨刀体上的副后角:磨副后面时,刀柄尾部应向右转过一个副偏角的角度,同时车刀底平面向砂轮方向倾斜一个比副后角大20的角度,具体刃磨方法与粗磨刀体上主后面大体相同 , 不同的是粗磨副后面时砂轮应磨到刀尖处为止 。也可同时磨出副偏角和副后角 。
5、粗磨前面:以磨光片的端面粗磨出车刀的前面 , 并在磨前面的同时磨出前角 。
6、磨断屑槽:断屑槽有两种,一种是直线型,适用于切削较硬的材料;一种是圆弧型,适用于较软的材料 。
以上就是pcD刀具是怎么样磨 pcD刀具磨法简述的内容,下面小编又整理了网友对pcD刀具是怎么样磨 pcD刀具磨法简述相关的问题解答,希望可以帮到你 。
文章插图
石材雕刻pcd刀片可以磨吗?石材雕刻pcd刀片是可以磨的 。pcd刀具是在高温超高压条件下,通过钴等金属结合剂将金刚石微粉聚集烧结合而成的,整体烧结成铣刀,用于铣削加工,目前这种刀具一般 。
请问大家PCD、CBN切削刀具的制图都是怎么做的,怎么设计的?【pcD刀具是怎么样磨 pcD刀具磨法简述】返回 导航 PCD与CBN刀具的制作技巧[优质文档] 阅读:0次 页数:4页 2012-03-10 PCD与CBN 刀具的制造技术 超硬刀具材料是指比陶瓷材料更硬的刀具材料 。包括:单晶 。
人造金刚石怎么做成刀具的?金刚石刀具在机械加工行业中已经广泛应用,做成刀具主要由以下几类: 1、金刚石聚晶:通过高温高压合成的,做拉丝模等应用较多,另外做成磨片,研磨钻石等首饰; 。
如何磨白钢刀?首先要角度对比板,钻头一般夹角118度,正反对比对称性修改,白钢刀就要专门的磨刀机才可磨好 磨一把顶级的车刀,首先你需要一台小型的手动平面磨床,然后配备一 。
琥珀雕刻选什么样的cnc刀具?琥珀主要成分为天然树脂硬度大约在莫氏3.5,铝是2.75,铁是4.,所以这玩意硬度不高,理论上啥材质的刀都行,但是考虑到琥珀作为价值极高的工艺品对外观(粗糙度 。
谁能说说雕刻机上的刀具的选购?石材雕刻机常用刀具分类: 石材雕刻机加工中会用到各种雕刻刀,雕刻网收集了大量的石材雕刻机常用刀具总结归纳,供广大用户参考: 1.标准角度合金刀: 。石材雕刻 。
金刚石m180和ml180的区别?M180和ML180的硬度不同 。M180的硬度为9000-10000HV,而ML180的硬度为7000-8000HV 。M180和ML180的应用范围不同 。M180主要用于制造PCD、PCBN等超硬材料,而ML180 。
车铝件车刀,转速,怎么光洁?首先要选刀,用比较锋利的刀具,铝用车刀片或者PCD刀片,刀尖R角 0.4或0.2. 加大线速度,如果机床没问题的话,线速度在250以上,没转进给f不要超过0.1 。首先要选刀 。
相关经验推荐







- 数控车床操作安全规定有哪些? 这些是必须要遵守的
- 塔吊起升高度是多少 规格不同高度也是不同的
- 中国达人秀挖掘机哈哈歌第几期 挖掘机哈哈歌是达人秀哪一期播出的
- 工地塔吊指挥是干什么的 简述工地塔吊指挥工作
- 以父之名女主角郝欢喜是谁演的 郝欢喜扮演者叶璇资料简介
- 以父之名程天乐是警察吗 程天乐真实身份揭秘是不是卧底
- 环态颗粒机工作时产生高温是什么原因 什么是颗粒机
- 以父之名大结局是什么 电视剧结局内容剧情故事梗概剧透
- 没有拉杆的塔吊怎么工作原理 塔吊原理塔吊的原理是什么
- 燕云台萧太后的母亲是谁身份揭秘 萧燕燕历史上名字是什么