文章插图
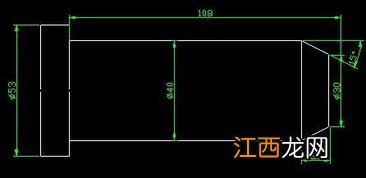
1、刀具定位 , 锥度的起点坐标;
2、下一点的坐标(X,Z)既锥度的终点坐标;
3、G0 X30;
4、Z2.;
5、G1 Z0. F0.18 (1.刀具定位,锥度的起点坐标;)
6、X40. Z-5. F0.12 ( 2.下一点的坐标(X,Z)既锥度的终点坐标;此处为5x45度的倒角)
7、上面的程序FANUC系统还可以这样写
8、G0 X30;
9、Z2.;
10、G1 Z0. F0.18 (1.刀具定位 , 锥度的起点坐标;)
11、X40. A135. F0.12 ( 2.下一点的坐标(X,)既锥度的终点坐标加要加工的角度;此处为5x45度的倒角)
以上就是数控车如何车锥度编程 数控车的车锥度编程的内容 , 下面小编又整理了网友对数控车如何车锥度编程 数控车的车锥度编程相关的问题解答 , 希望可以帮到你 。
文章插图
数控车床G94车锥度编程实例?径向车削循环(G94) 径向车削循环包括直端面车削循环和锥端面车削循环 。直端面车削循环编程格式:G94X(U)_Z(W)_F_; 锥端面车削循环编程格式:G94X(U)_Z(W)R_F_ 。
车锥度的几种编程方法?1、 转动小滑板法 2、偏移尾座法 3、仿形法 4、 宽刃刀法 要求主要掌握转动小滑板法车削圆锥 。车削时,将小滑板下面的转盘上螺母松开,把转 盘转至所需要的 。
数控车床车锥度的编程格式用g90?锥度就是一个点到另一个点的程序 G90 G1 X20 Z0 ;起点 G1 X30 Z100;终点 这就是一个锥 锥度就是一个点到另一个点的程序 G90 G1 X20 Z0 ;起点 G1 X30 Z100;终 。
数控车床车锥度参数?用G71外圆循环 FANUC0i 广数 都能用 格式 G71 U(下刀量)R(退刀量); P(精车程序开始段短号)Q(精车结束段短号)U(精车余量)F(走刀速度); 例子外圆为50 。/G71 U 。
数控车如何用宏程序编写锥度循环加工?个人感觉这个锥体加工直接采用循环指令进行加工即可,比如G90就是单一外圆(外锥)加工循环指令,可以单独加工外锥!没必要采用宏程序进行编制! 这个G90的编程格 。X 。
数控车床里的锥度R值怎么算?车锥度外螺纹的R就是大径的半径值减去小径的半径值 但是是负值(起始点小 终点大 R就为负值) 数控车床的螺纹切削指令中的R是指螺纹圆锥角的大头和小头的半径差 。
数控车车内孔有锥度怎么调?原因有: 1刀具不锋利 2.进给参数不合理 3. 机床有间隙数控车床内孔或者外圆有锥度都可以在程序上面做调整,如果要机械调整的话你要找出原因才行,如,是不是 。
数控用g92车锥形镙纹怎样编程?查表得 大头的大牙=20.955,而你要求长度是15,那小头的大牙是(大头的大牙-小头的大牙 )除以长度等于1比16,即(20.955-X)除以15=1比16,最后算得小头的大牙20.01 。
数控车床车有锥度的螺纹R怎么算?数控车床的螺纹切削指令中的R是指螺纹圆锥角的大头和小头的半径差值,不是(小径减大径)/2 。如果螺纹长20(切削终点Z-20),定位在Z12,圆锥角16:1,圆锥长是20+ 。
【数控车如何车锥度编程 数控车的车锥度编程】

文章插图
相关经验推荐













- 车床加工图纸怎么看 教你如何专业看图纸
- 半挂车驾驶室高度尺寸 有什么计算公式吗
- 毛豆储存冰箱的最佳方法 带壳鲜毛豆如何保存
- 数控车床编程手动编还是电脑 简述数控车床编程手动编与电脑
- 重型卡车挂挡怎样挂? 看完你就知道了
- 口袋妖怪怎么骑自行车 口袋妖怪怎么骑自行车进化
- 绿色地狱长矛怎么飞出去 绿色地狱如何投掷长矛
- 车床刀架由什么组成 车床刀架组成部分
- 口袋妖怪如何提高亲密度,口袋妖怪如何提高亲密度技能
- 口袋妖怪如何快速升级 口袋妖怪如何快速升级技能