文章插图
1、产生原因:钻头的有效长度不够;钻头钻入垫板的深度过深;基板材料问题(有水份和污物);垫板重复使用;加工条件不当所致,如吸尘力不足;钻咀的结构不行;钻咀的进刀速太快与上升搭配不当 。
2、解决方法:
(1)根据叠层厚度选择合适的钻头长度,可以用生产板叠板厚度作比较 。
(2)应合理的设置钻孔的深度(控制钻咀尖钻入垫板0.5mm为准) 。
(3)应选择品质好的基板材料或者钻孔前进行烘烤(正常是145℃±5烘烤4小时) 。
(4)应更换垫板 。
(5)应选择最佳的加工条件,适当调整钻孔的吸尘力,达到7.5公斤每秒 。
(6)更换钻咀供应商 。
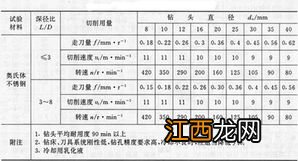
(7)严格根据参数表设置参数 。
以上就是钻孔时屑不出来 如何解决这一问题的内容,下面小编又整理了网友对钻孔时屑不出来 如何解决这一问题相关的问题解答,希望可以帮到你 。

文章插图
钻头不出屑?【钻孔时屑不出来 如何解决这一问题】因为磨钻头刀口度数太小,打孔时磨擦面太大倒至钻头发热不出屑 。磨钻头一定要按要求精准去磨,这样出屑很畅快 。解释,在刃磨钻头的过程中挺讲究的,要求顶角一 。
钻头缠屑解决方法?直钻孔时铁屑总是缠着钻花是磁性的原因,可以用在刃磨钻头的时候在切削刃上面磨出断屑槽的方法可以解决 。在需要钻孔的位置用中心錾打一定位点或用合金针钊上“ 。
加工中心u钻钻孔缠屑怎么解决?以下是几种解决U钻缠屑的方法: 1. 使用软刷子或棉签擦拭:可以使用软刷子或棉签轻轻擦拭U盘接口和内部电路,将杂质清除 。2. 使用酒精或清洁剂擦拭:将一些酒精 。
如何清理钻孔后的铁屑?用比较大点儿的吸铁石块或者磁铁吸出来就行了 。用比较大点儿的吸铁石块或者磁铁吸出来就行了 。一般都是用毛刷清扫,较深的孔可用磁铁吸 。用切削液冲冼钻孔 。
钻头缠削怎么解决?采用液压缠削技术或者超声波缠削技术可以有效地解决这一问题 。3 液压缠削技术是通过高压液体对钻头进行缠绕,使其表面得到有效的润滑和冷却,从而减少切削力,避 。
跪求自动钻床钻深孔钻屑很容易缠在钻头上有什么办法解决(材料A3)?解决自动钻床钻深孔钻屑很容易缠在钻头上的方法有: 铁屑过长很容易在钻完后飞溅起来伤人,所以在加工深孔时自动退屑就尤为重要了 。台钻自动进刀可以设置自动退 。
钻头怎样磨屑少不缠钻头?1.改变钻头倒角啊,铝太软,熔点低,用普通钻头会很快摩擦生热,因为普通钻头适合钻铁,角度小,进给量小,进给量越小摩擦越大,因此,钻不进去,粘刀,把钻头磨 。1.改 。
钻引孔如何不让铁屑屑划伤表面?贴膜做好防护,同时浇水,就能避免划痕 U钻首先来说与普通钻头的区别就是U钻使用刀片周边刀片和中心刀片,在这个角度上看,U钻和普通硬钻的关系其实跟机夹车刀和 。
怎样磨50mm钻头又快又耐用?刃磨大钻头,与磨小钻头的基本方法是相同的,不过,由于砂轮的厚度比钻头的切削刃的长度小,因此不能像在磨小钻头那样固定在一个位置上下摆动钻头 。在磨大钻头 。
文章插图
相关经验推荐








- 不锈钢门窗加工需要哪些设备 你知道吗
- 拖拉机液压转向控制不住原因 拖拉机液压转向沉的常见故障及处理方法
- 怎么改善孩子注意力不集中 怎么改善孩子注意力不集中的问题
- 怎么样孩子注意力集中 专注力不集中的孩子怎么纠正
- 怎么吸引孩子的注意力 怎么吸引孩子的注意力,让他们不看家长
- 孩子好动注意力不集中应该怎么办 孩子好动注意力不集中怎么办
- 孩子注意力不集中怎么回事呀,孩子注意力不集中怎么回事?
- 6岁儿童注意力不集中该怎么办 孩子6岁注意力不集中怎么训练
- 孩子早起注意力不集中怎么回事
- 孩子不能集中注意力怎么办 孩子不能集中注意力怎么办教案